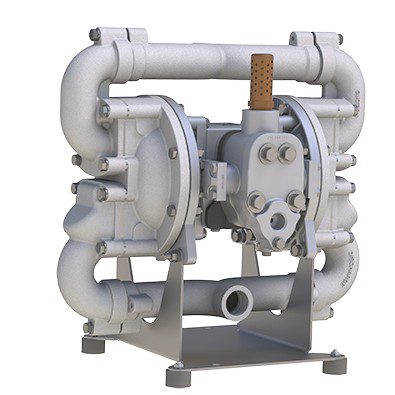
The SANDPIPER 1" SB1 Heavy-Duty Ball Pump is an exclusive design to SANDPIPER and is best-in-class for moving thin-highly viscous and small, solids-laden fluids.
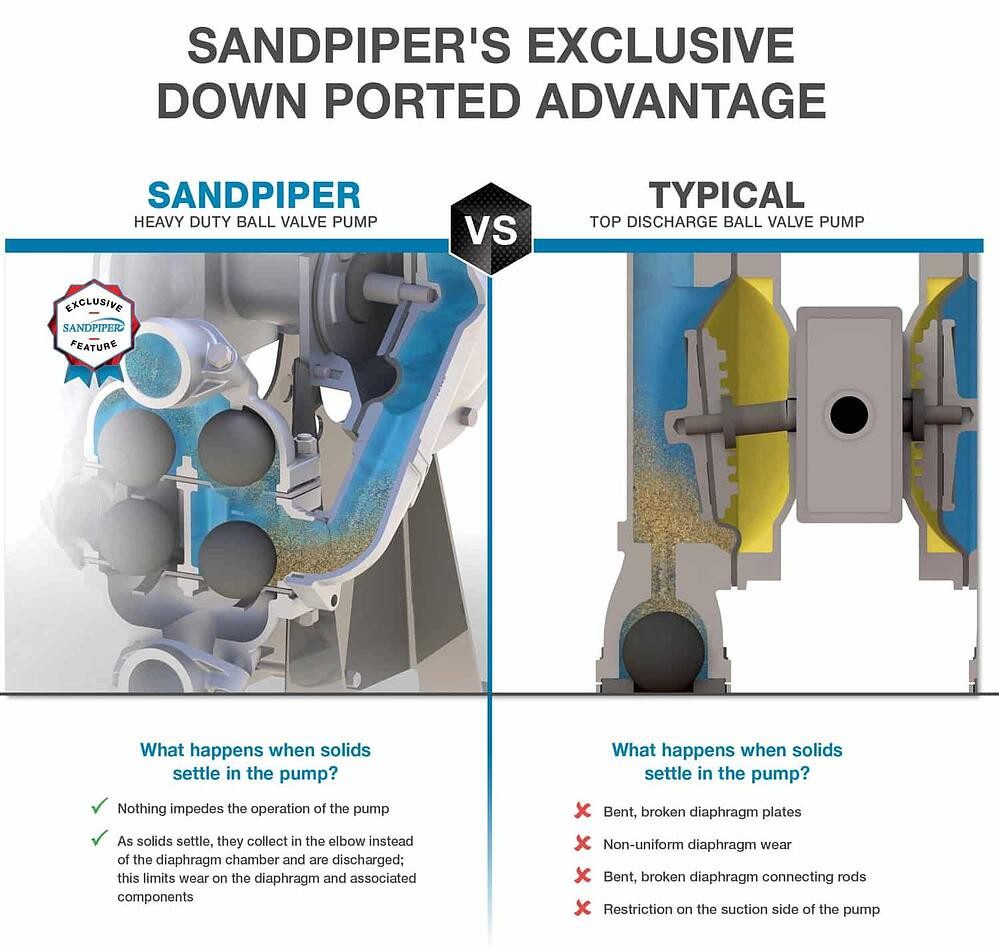
The 1" metallic heavy-duty ball pump provides excellent suction lift capabilities and is designed to withstand the most rugged, harsh ball valve pumping applications. This flexible, durable pump offers a range of features. The SB1 also has a variety of porting options, which optimize performance and make installation easy. These porting configurations solve critical problems, such as solids and abrasives settling out of the liquid chamber into the ball check area, and are designed to outlast standard pumps.
SB1 PUMP FEATURES EXTERNALLY SERVICEABLE AIR DISTRIBUTION SYSTEM When dirty air enters an AODD pump, it will require frequent servicing of the air distribution system. SANDPIPER is the only AODD pump manufacturer to offer an externally serviceable air distribution system (ESADS+), which allows complete access to the main air and pilot valves without removing the pump from service. Repair or clean in five minutes (versus 55 minutes for competitors), reducing your downtime by as much as 90%.
For more than 55 years, manufacturers across multiple industries that involve hazardous materials have trusted SANDPIPER to protect people, equipment, the environment and the material being pumped.
The SANDPIPER ST1 AODD pump provides unsurpassed fluid containment in the event a diaphragm is breached. This leak-free pump is designed to be driven by compressed air or nitrogen.
WHY USE CONTAINMENT-DUTY PUMPS? Environmental concerns: When fluids (like those listed below) escape to the environment, significant time and effort is required on clean up and material recovery. Additionally, the costs of downtime, lost production, manpower, equipment replacement, disposal fees and fines can be excessive. Preventing leaks when handling these substances provides a more efficient operation and avoids the damaging effects of environmental and human exposure to these toxic fluids.
Paints, inks and coatings Adhesives and resins Chemicals and petrochemicals Oils and hydrocarbons Acids, caustics and corrosives Plastics and polymers Contaminated water and wastewater Pesticides and herbicides Fertilizers Preservatives Mercury Phthalates
High cost of lost fluid: When fluids (like those listed below) escape to the environment, the cost of losing them is significant. Lost fluid means lost profit.
Drugs and pharmaceuticals Foods Cyanotic-based paints Precious metal-based fluids Cosmetics Perfumes Printer inks Beer and alcohol Blood Creams and lotions
Fluids that need to be contained: Even non-toxic fluids, like clean water, can create hazards, annoyances and safety concerns if people are in or around the area surrounding a pump when a diaphragm fails. When dealing with toxic and hazardous fluids, the need to contain leaks goes from a nuisance to a critical safety need.
For more than 55 years, manufacturers across multiple industries that involve hazardous materials have trusted SANDPIPER to protect people, equipment, the environment and the material being pumped.
The SANDPIPER 1½", metallic AODD pump provides unsurpassed fluid containment in the event a diaphragm is breached. This leak-free pump is designed to be driven by compressed air or nitrogen.
WHY USE CONTAINMENT-DUTY PUMPS? Environmental concerns: When fluids (like those listed below) escape to the environment, significant time and effort is required on clean up and material recovery. Additionally, the costs of downtime, lost production, manpower, equipment replacement, disposal fees and fines can be excessive. Preventing leaks when handling these substances provides a more efficient operation and avoids the damaging effects of environmental and human exposure to these toxic fluids.
Paints, inks and coatings Adhesives and resins Chemicals and petrochemicals Oils and hydrocarbons Acids, caustics and corrosives Plastics and polymers Contaminated water and wastewater Pesticides and herbicides Fertilizers Preservatives Mercury Phthalates
High cost of lost fluid: When fluids (like those listed below) escape to the environment, the cost of losing them is significant. Lost fluid means lost profit.
Drugs and pharmaceuticals Foods Cyanotic-based paints Precious metal-based fluids Cosmetics Perfumes Printer inks Beer and alcohol Blood Creams and lotions
Fluids that need to be contained: Even non-toxic fluids, like clean water, can create hazards, annoyances and safety concerns if people are in or around the area surrounding a pump when a diaphragm fails. When dealing with toxic and hazardous fluids, the need to contain leaks goes from a nuisance to a critical safety need.
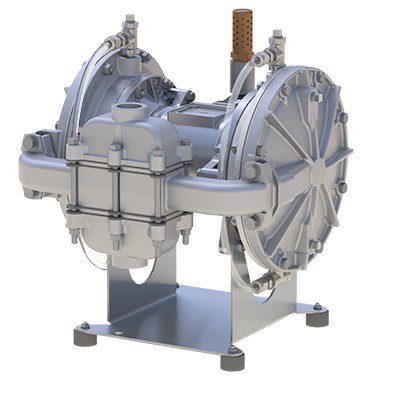
The SANDPIPER 2" heavy-duty non-metallic flap valve pump has been designed to solve the most common challenges in mine dewatering, sump and chemical transfer applications.
The robust, yet lightweight design allows for ease of maintenance and movement. This unique pump, ideal for handling solids and corrosive fluids, has been engineered to fully function in any position. It has durable mounting feet and includes lifting handles and hanging points–making it a perfect solution for numerous applications.
SANDPIPER’s exclusive 1½" heavy-duty ball pump provides excellent suction lift capabilities and is designed to withstand the most rugged and harsh ball valve pumping applications. The compact 1½" metallic pump has thick-walled construction and is part of our Evolution portfolio improvement. This means this pump has been optimized for the maximum amount of flow capacity with the least amount of air/gas consumption.
The 1½" heavy-duty ball pump is available with a side-ported option, which makes installation easy, optimizes performance on the pumped fluid and solves critical pumping problems.
These pumps are enhanced with extended-wear packages and are your optimal solution for abrasive-slurry applications.
A SANDPIPER EXCLUSIVE: EXTERNALLY SERVICEABLE AIR DISTRIBUTION SYSTEM SANDPIPER is the only AODD pump manufacturer to offer ESADS+, which allows complete access to the main air and pilot valves without removing the pump from service. Repair or clean in five minutes (versus 55 minutes for competitors), reducing your downtime by as much as 90%.
WHAT IS EVOLUTION OPTIMIZED PERFORMANCE? These pumps have undergone an engineering EVOLUTION, leveraging trusted and proven product designs to improve their performance through advanced engineering methods. Optimize performance without sacrificing proven reliability.
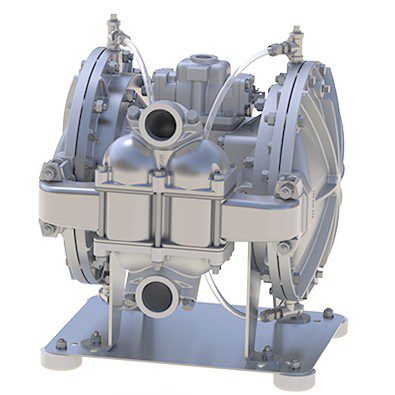
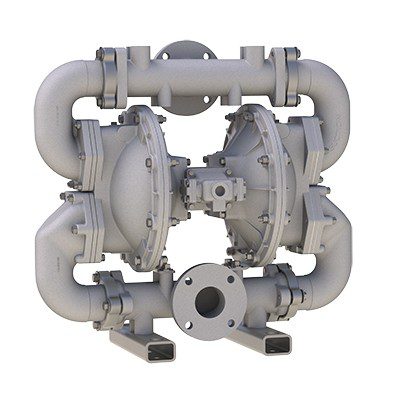
The exclusive SANDPIPER 2" HDB2 Evolution Heavy-Duty Ball Pump is a mainstay in challenging customer applications, moving thin-highly viscous and small, solids-laden fluids.
The 2" metallic pump provides excellent durability in demanding applications and is designed to withstand the most rugged and harsh ball valve environments.
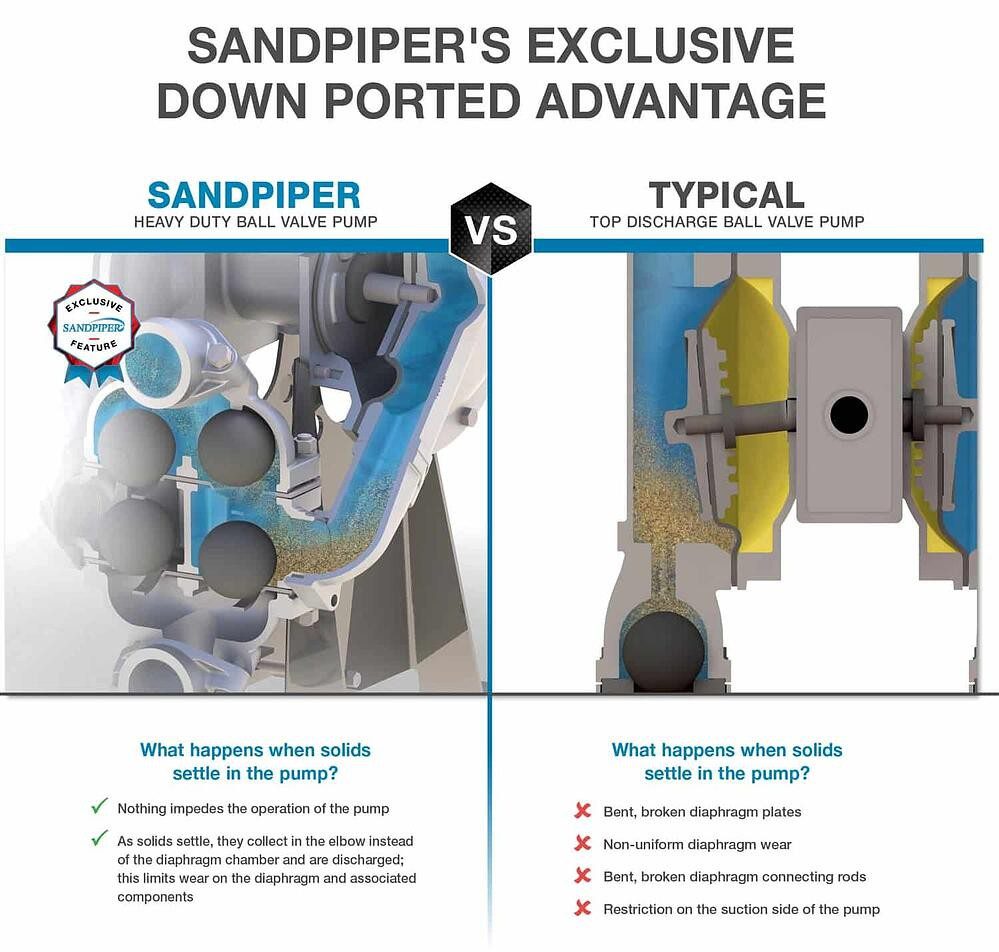
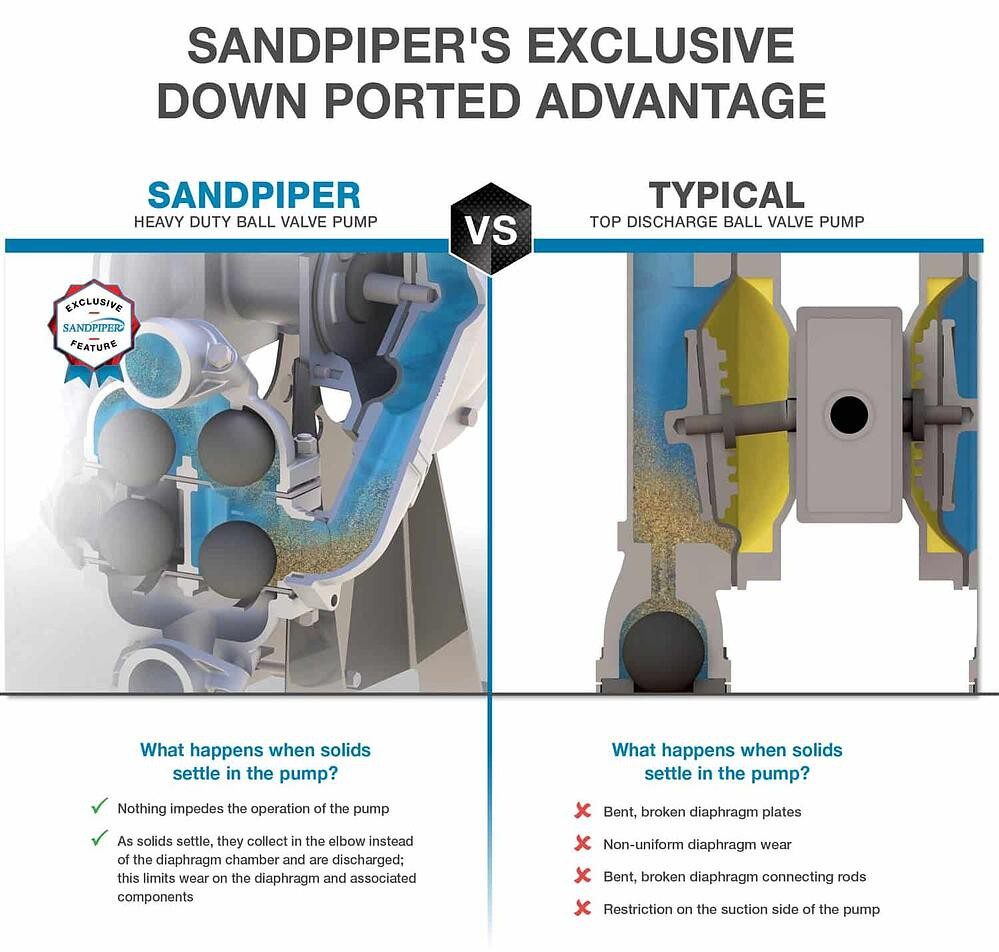
The HDB2 is available in top- and down-porting options, which make installation easy and optimize performance on the pumped fluid. These porting configurations solve critical problems, such as solids and abrasives settling out of the liquid chamber into the ball check area. They are designed to outlast standard pumps.
These pumps are enhanced with extended-wear packages and are your optimal solution for abrasive-slurry applications.
The exclusive SANDPIPER 3" HDB3 and 4" HDB4 Evolution Heavy-Duty Ball Pumps are the best in class for moving thin-highly viscous and small, solids-laden fluids.
These pumps have the AODD pump industry’s highest maximum flow, with up to 300 gpm. They provide excellent suction lift capabilities and are designed to withstand the most rugged and harsh ball valve pumping applications.
All SANDPIPER heavy-duty ball pumps are ATEX-certified. The HDB3 and HDB4 are available in top- and down-ported options for optimized performance. These porting configurations solve critical problems, such as solids and abrasives settling out of the liquid chamber into the ball check area. They are designed to outlast standard pumps.
These pumps are enhanced with extended-wear packages and are your optimal solution for abrasive-slurry applications.
The flexible, portable and lightweight design of the SANDPIPER HDF1 heavy-duty flap valve pump offers maximum convenience when faced with the most common challenges in sump applications, mine dewatering and any liquid application involving solids.
The HDF1 has a superior flow rate to all other 1" AODD pumps and is a proven and trusted solution even in the harshest applications, effortlessly moving abrasive slurries, suspended and non-suspended solids and line-size solids.
SMALL BUT MIGHTY PUMP The SANDPIPER pump design offers a small footprint, making it an excellent choice for both portable and permanent applications. The superior suction lift capabilities, combined with its solids-handling capabilities, make it the ideal solution for sump and dewatering applications.
The bottom discharge porting prevents settling solids from damaging the diaphragm and shortening the pump life. HDF1 pumps are thick wall-constructed of sand-casted aluminum, cast iron and stainless steel with elastomer and TPE (thermoplastic elastomer) diaphragms and check valves.
The SANDPIPER 2" heavy-duty flap valve pump has a proven design that solves the most common challenges in sump applications, mine dewatering and any liquid application involving solids.
This metallic air-operated double-diaphragm (AODD) pump is recommended for abrasive slurries, suspended and non-suspended solids and line-size solids. It is configured with bottom discharge porting to prevent settling solids from shortening pump life and provide superior suction lift.
HDF2 pumps are thick-wall constructed of sand-casted aluminum, cast iron and stainless steel with elastomer and TPE (thermoplastic elastomer) diaphragms and check valves.
The HDF2 pump has been optimized for performance as part of the SANDPIPER Evolution portfolio improvement. This efficient pump experienced a 49% flow rate increase, with a new maximum flow rate of up to 208 gpm (788 lpm).
SANDPIPER has your pumping solution for fluids containing up to 3"/4" line-size solids!
The SANDPIPER HDF3 and HDF4 heavy-duty flap valve pumps have a proven design that solves the most common challenges in sump applications, mine dewatering and any liquid application involving solids.
These air-operated double-diaphragm (AODD) pumps are recommended for abrasive slurries, suspended and non-suspended solids and up to 3"/4" line-size solids. The heavy-duty flap valve pumps are configured with bottom discharge porting to provide superior suction lift and prevent settling solids from shortening pump life.
DESIGNED FOR TOUGH APPLICATIONS AND MAXIMUM EFFICIENCY HDF3 and HDF4 pumps are thick wall-constructed of sand-casted aluminum, cast iron and stainless steel with elastomer and TPE (thermoplastic elastomer) diaphragms and check valves.
HDF3 and HDF4 pump designs have recently been optimized for performance as part of the SANDPIPER Evolution portfolio improvement. These efficient pumps experienced a 19% flow rate increase, with a new maximum flow rate of up to 310 gpm (1,173 lpm).
KEY ADVANTAGES
Line-size solids handling (Flap valve versus ball valve pumps)
Flap check valve pumps: A large flow area allows up to 3"/4" line-size solids to pass directly through the pump. Additionally, bottom discharge porting allows settling solids to pass through the pump and not settle inside the pumping chamber, preventing damage and premature wear.
Ball check valve pumps: Much less flow area for solids to pass through. Large solids get stuck in the suction manifold and small solids can settle in the outer chamber–both issues affect pump performance.
Superior suction lift (Flap valve versus ball valve pumps)
Suction lift advantage: SANDPIPER’s flap valve design provides superior suction lift capabilities up to 24 ft in water. Diaphragm placement and flap valve seating combine to create a unit capable of suction lifts 15% greater than ball valve pumps.
Dry prime: These capabilities are from a dry prime, making the SANDPIPER flap valve pump an excellent solution for situations where limited choices are available for pump priming.
For more than 55 years, manufacturers across multiple industries that involve hazardous materials have trusted SANDPIPER to protect people, equipment, the environment and the material being pumped.
The SANDPIPER 1½" S15 Non-Metallic AODD Pump provides unsurpassed fluid containment in the event a diaphragm is breached.
This leak-free pump is designed to be driven by compressed air or nitrogen.
WHY USE CONTAINMENT-DUTY PUMPS? Environmental concerns: When fluids (like those listed below) escape to the environment, significant time and effort is required on clean up and material recovery. Additionally, the costs of downtime, lost production, manpower, equipment replacement, disposal fees and fines can be excessive. Preventing leaks when handling these substances provides a more efficient operation and avoids the damaging effects of environmental and human exposure to these toxic fluids.
Paints, inks, and coatings Adhesives and resins Chemicals and petrochemicals Oils and hydrocarbons Acids, caustics and corrosives Plastics and polymers Contaminated water and wastewater Pesticides and herbicides Fertilizers Preservatives Mercury Phthalates
High cost of lost fluid: When fluids (like those listed below) escape to the environment, the cost of losing them is significant. Lost fluid means lost profit.
Drugs and pharmaceuticals Foods Cyanotic-based paints Precious metal-based fluids Cosmetics Perfumes Printer inks Beer and alcohol Blood Creams and lotions
Fluids that need to be contained: Even non-toxic fluids, like clean water, can create hazards, annoyances and safety concerns if people are in or around the area surrounding a pump when a diaphragm fails. When dealing with toxic and hazardous fluids, the need to contain leaks goes from a nuisance to a critical safety need.
For more than 55 years, manufacturers across multiple industries utilizing hazardous materials have trusted SANDPIPER to protect people, equipment, the environment and the material being pumped. The SANDPIPER 1" S1F Non-Metallic AODD Pump provides unsurpassed fluid containment in the event a diaphragm is breached.
This leak-free pump is designed to be driven by compressed air or nitrogen.
WHY USE CONTAINMENT-DUTY PUMPS? Environmental concerns: When fluids (like those listed below) escape to the environment, significant time and effort is required on clean up and material recovery. Additionally, the costs of downtime, lost production, manpower, equipment replacement, disposal fees and fines can be excessive. Preventing leaks when handling these substances provides a more efficient operation and avoids the damaging effects of environmental and human exposure to these toxic fluids.
Paints, inks and coatings Adhesives and resins Chemicals and petrochemicals Oils and hydrocarbons Acids, caustics and corrosives Plastics and polymers Contaminated water and wastewater Pesticides and herbicides Fertilizers Preservatives Mercury Phthalates
High cost of lost fluid: When fluids (like those listed below) escape to the environment, the cost of losing them is significant. Lost fluid means lost profit.
Drugs and pharmaceuticals Foods Cyanotic-based paints Precious metal-based fluids Cosmetics Perfumes Printer inks Beer and alcohol Blood Creams and lotions
Fluids that need to be contained: Even non-toxic fluids, like clean water, can create hazards, annoyances and safety concerns if people are in or around the area surrounding a pump when a diaphragm fails. When dealing with toxic and hazardous fluids, the need to contain leaks goes from a nuisance to a critical safety need.
YOUR SOLUTION FOR PUMPING THE BROADEST RANGE OF FLUIDS CONTAINING SOLIDS AND CHEMICALS Small Solids Packable Materials Large Solids Viscous Fluids Abrasive Fluids Harsh Chemicals
Available in Metallic and Non-Metallic
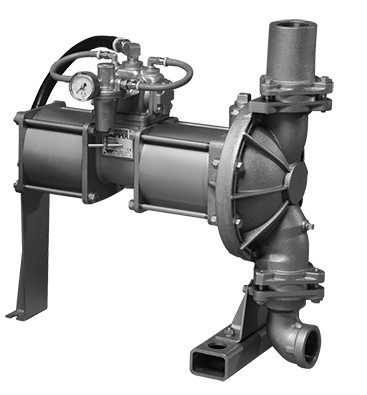
The SH2-M pump is a 2:1 ratio, high-pressure, single-acting diaphragm pump powered via compressed air. As the only high-pressure, air-operated diaphragm flap valve pump in the world, the unit can deliver discharge pressures twice the inlet pressure up to 250 psig (17.2 barg).
The pump can be utilized in filter press feeds and other demanding applications requiring higher discharge pressures and/or solids handling that most air-operated single-diaphragm (AOD) pumps are not capable of achieving.
This pump is engineered with metallic seats and heavy-duty flap valves to help ensure a durable valve seal for performance in high-pressure applications. Unlike other high-pressure pumps on the market, the SANDPIPER SH2-M unit features a balanced diaphragm design. This design allows for a minimal pressure differential across the diaphragm, helping to decrease the need for replacement parts–this effectively decreases downtime and ultimately lowers the total cost of ownership.
The SH2-M high-pressure pump is available in both aluminum and cast iron with various diaphragm (elastomer) options.
The EH2-M pump is a 2:1 ratio high-pressure pump powered via compressed air. Capable of delivering discharge pressures twice the inlet pressure up to 250 psig (17.2 barg), the EH2-M pump is designed for durability. The pump can be utilized in demanding applications, such as filter press feeds, as well as other critical applications requiring higher discharge pressures most air-operated diaphragm (AOD) pumps aren’t capable of achieving.
This pump is engineered to include weighted check balls and metallic seats to help ensure a robust and durable valve seal for performance in high-pressure applications. Unlike other high-pressure pumps on the market, the SANDPIPER EH2-M unit features a balanced diaphragm design. This design allows for a minimal pressure differential across the diaphragm, helping to decrease the need for replacement parts—effectively decreasing downtime and, ultimately, lowering the total cost of ownership.
The EH2-M high-pressure pump is available in cast iron and stainless steel with various diaphragm (elastomer) options.
The SANDPIPER HP10 1" (25 mm) Metallic 2:1 High-Pressure Pump provides nearly double the force in applications where pressure is priority and excellent flow rates are a must. This high-pressure air pump is ideal for thick, viscous fluids (high specific gravity), high head pressure applications, and moving fluids a long distance.
Incorporating two additional air chambers and one extra air side driver diaphragm, doubles the surface area on which air pressure is exerted. This magnifies the force by nearly doubling the air inlet pressure. The magnified pressure is delivered directly to the pumped fluid via the fluid diaphragms. SANDPIPER AODD pumps achieve high discharge pressures and excellent flow rates.
The SANDPIPER HP20 2" (50 mm) Metallic 2:1 High-Pressure Pump provides nearly double the force in applications where pressure is priority and excellent flow rates are a must. This high-pressure air pump is ideal for thick, viscous fluids (high specific gravity), high head pressure applications, and moving fluids a long distance.
Incorporating two additional air chambers and one extra air side driver diaphragm, doubles the surface area on which air pressure is exerted. This magnifies the force by nearly doubling the air inlet pressure. The magnified pressure is delivered directly to the pumped fluid via the fluid diaphragms. SANDPIPER AODD pumps achieve high discharge pressures and excellent flow rates.













What Our Customers Have to Say…
“LPE has been a reliable partner for many years. They have the ability to support our business through their vast inventory of replacement pumps, repair components, and their service & repair center in Kaukauna, WI. LPE has offered proactive support by carrying safety stock of complete pumps at their facility to support our specific production needs.”
Operations Manager – Food Processing Facility
“We have a great relationship with LPE as they provide exceptional technical expertise for sizing and specifying pumps and valves for our process equipment needs. LPE’s customer service and response time on quotes is industry leading.”
Process Engineer – Beverage Production Company
“LPE will put in the time and effort up front to fully comprehend complex processes, resulting in a system that meets, and frequently surpasses expectations.”
Head of Procurement – Chocolate Production Company
“The LPE Team has a great understanding of fluids-based process equipment. They are a valuable resource in the design and development of the solutions we offer our customers. The LPE Team helps us to design and build better solutions for our customers.”
Design Engineer – Process Equipment Integrator
“LPE has been a reliable partner for many years. They have the ability to support our business through their vast inventory of replacement pumps, repair components, and their service & repair center in Kaukauna, WI. LPE has offered proactive support by carrying safety stock of complete pumps at their facility to support our specific production needs.”
Operations Manager – Food Processing Facility
“We have a great relationship with LPE as they provide exceptional technical expertise for sizing and specifying pumps and valves for our process equipment needs. LPE’s customer service and response time on quotes is industry leading.”
Process Engineer – Beverage Production Company
“LPE will put in the time and effort up front to fully comprehend complex processes, resulting in a system that meets, and frequently surpasses expectations.”
Head of Procurement – Chocolate Production Company
“The LPE Team has a great understanding of fluids-based process equipment. They are a valuable resource in the design and development of the solutions we offer our customers. The LPE Team helps us to design and build better solutions for our customers.”
Design Engineer – Process Equipment Integrator
It’s Easy to Get Started
Need a Quote?
Tell us more about your project and challenges you’re facing, we’ll create a custom solution.
Need Expert Advice?
Learn more about how LPE can add value, functionality and reliability to your products.